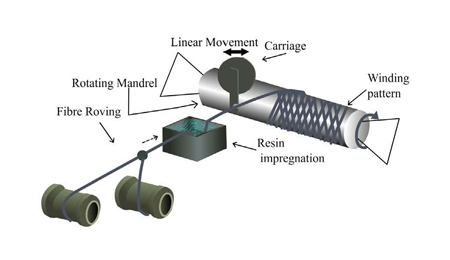
In filament winding method, fiber strands are unwind and passed continuously to the resin tank. In resin tank, fiber strand are impregnated completely with the resin. Now, these resin impregnated strands are passed onto a rotating mandrel. These strands are wound around the mandrel in a controlled manner and in a specific fiber orientation. The schematic of filament winding is shown in figure 1. Fiber tension is critical in filament winding because compaction is achieved through the fiber tension. The fiber tension affects the percentage of fiber reinforcement and porosity content in the composite which in turn affects the properties of the processed composite product. The fiber tension depends upon the type of fiber, its geometry and the winding pattern required on the rotating mandrel. The fiber tension should be at optimal level because too high fiber tension may break the fiber completely or initiate fiber fracture at the surface. Curing of the composite is done with heat, generally in an oven and final composite product is taken out of the mandrel. To remove the metallic mandrel from the composite part, hydraulic rams may be used. For complex geometry of composite part, the mandrel used may be of soluble plaster which can be washed out after processing or it may be a collapsible rubber and materials having low melting point. The profile of the mandrel is exactly the same as that of the final product is required. In some cases, mandrel becomes the integral part of the assembly. A carriage is used to keep the roving in place and to direct them to the mandrel. A high fiber volume fraction can be achieved in the composite with this processing technique. Cores may be used in this method but normally, product is in single skin. Now a days, computer controlled machines are used which independently monitor every movement of the whole process.
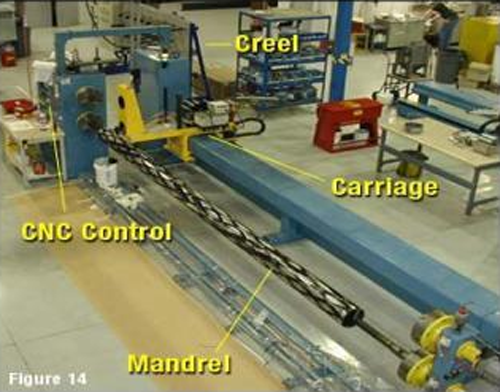
The main components of filament winding are as follows:
- Fiber creel
- Resin impregnation system
- Carriage
- Rotating mandrel
The raw materials used for composite processing through filament winding method are given in table 1.
|
Table 1 Raw materials used in filament winding method |
|
|
Materials used |
|
|
Matrix |
Epoxy, polyester, polyvinyl ester, phenolic resin |
|
Reinforcement |
Glass fiber (E and S-glass), carbon fiber, boron fiber, aramid fiber |
|
(all these fibers are in straight filament directly coming from creel. |
|
|
Any kind of woven mat or stitched into a fabric form are not used in |
|
|
filament winding) |
|
Application:
- Composite products like storage tanks, pipelines, vessels, gas cylinders, fishing rods, missile cases, rocket motor cases, ducting, cement mixture, sail boat mast, aircraft fuselages and golf club shafts are very common to be developed with this method.
- Now, the application spectrum of filament winding has expanded to complex engineered non-spherical and non-cylindrical composite products with the use of sophisticated machinery and software.
Advantage:
- High strength to weight ratio is possible to achieve with this process.
- High degree of uniformity in fiber distribution, orientation and placement.
- Labor involvement is minimal as it is an automated process.
- Filament winding method is suitable to process composite parts requiring precise tolerances.
5. Fiber orientation in a specific direction is possible in this process. - Cost of the composite part processed through filament winding method is substantially low as compared to other manufacturing methods as this process involves less and low cost material to produce high strength component.
7. Design flexibility in composite part is possible with the change in winding patterns, material and curing option. - The size of the component is not restricted.
- For high production volume, process automation results in cost saving.
Disadvantage:
- Capital investment is relatively high.
- Very precise control over the mechanism is required for uniform distribution and orientation of fiber.
- Composite product configuration be such that it should facilitate in mandrel extraction.
- It is not possible to produce the reverse curvature (female feature).
- For some applications, mandrel may be expensive and surface of the composite part may not be satisfactory.
- Fiber direction can not be changed within one layer of winding.